APEX台湾精锐026M高精度研磨齿轮齿条
important;">1important;">、APEX齿条品质规范
important; position: unset !important;">所有尺寸的几何公差
定义的直线度、平行度和垂直度
螺旋角和压力角的公差
定义的齿部表面粗度
定义的齿部硬度和硬化层深度
important; position: unset !important;">2、良好的直线性、低张力
important; position: unset !important;">APEX齿条包装出厂后,不需整直处理。
important; position: unset !important;">为了避免经过长期储放后,因缓慢的內部张力释放而造成的需重新整直工作。
important; position: unset !important;">3、高周波硬化处理
important; position: unset !important;">(1)热处理方式:扫描热处理,高周波热处理,渗碳后高周波热处理。
important; position: unset !important;">(2)模数1—3扫描热处理,模数4-12逐齿热处理。热处理很均匀,合金钢渗碳后高周波热处理。
important; position: unset !important;">(3)淬火900℃-1000℃高周波加热后,以水幕急速冷却。
important; position: unset !important;">(4)回火调整硬度200℃-300℃,用扫描式高周波。
important; position: unset !important;">(5)APEX采取逐齿硬化,热处理时间约半小时。
important; position: unset !important;">4、温度每升1℃,测量误差会有12?m
APEX于(恒温、恒湿、无尘)20℃环境下加工,每增加1℃,总节误差12?m
important; position: unset !important;">5、齿条齿轮搭配**
important; position: unset !important;">(1) APEX齿轮为搭配齿条专用齿轮(真圆度、齿型精度与齿条搭配性皆有关系)
important; position: unset !important;">(2) 齿轮齿数建议在20齿,齿轮咬合后会比较顺畅
important; position: unset !important;">6、生产产能大
important; position: unset !important;">APEX齿条的产能是:50000米/年
important; position: unset !important;">7、热处理、材料、精度
important; position: unset !important;">APEX坚持Q6标准4面各种精度都吻合
important; position: unset !important;">8、齿两面有4°倒角**,研磨齿两侧时******加工精度。
important; position: unset !important;">9、出厂磁性消除(10±3高斯)(,100高斯可以吸粉尘,1000高斯可以吸铁)
important; position: unset !important;">10、有做磁粉探伤检验,确保品质精度。
important; position: unset !important;">11、原包装(0摄氏度~40摄氏度)2年内不生锈、***。
important; position: unset !important;">important;">齿条订购代码:0206R100C10
important; position: unset !important;">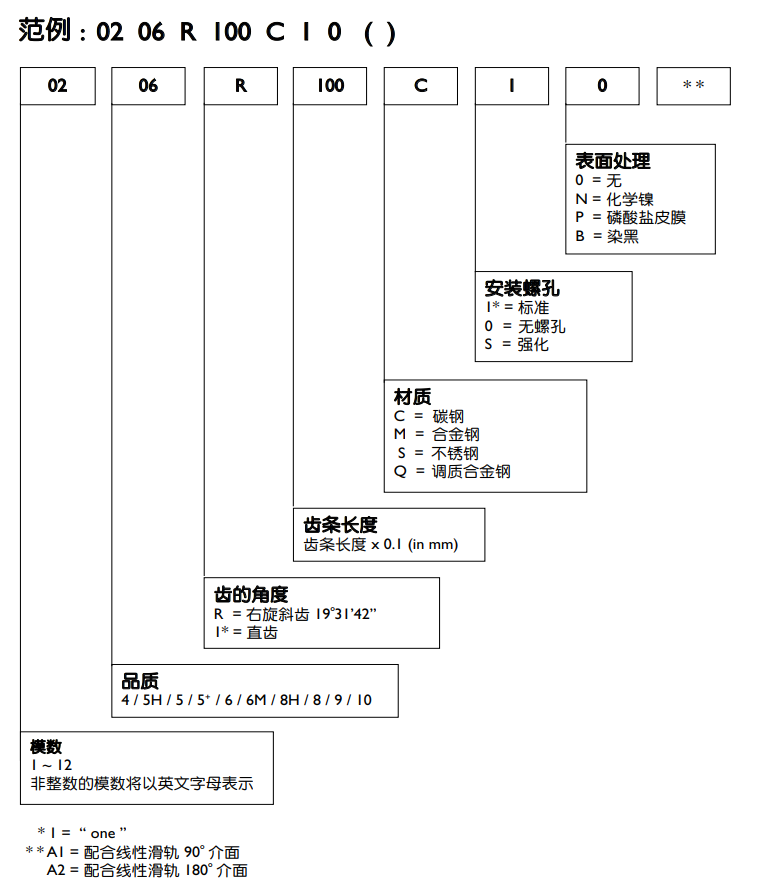

 在线客服
在线客服 企业微信
企业微信



















